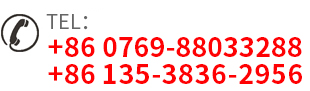
1. First install the processed hammer handle on the injection punch and tighten it, and put the steel ring on the pit of the injection punch;
2. Then put the injection punch into the furnace to preheat for about 20 minutes;
3. Put the injection punch into the barrel of the feeding pot, adjust the distance between the upper end of the hammer handle and the lower end of the punching piston rod, and then install and fix the hammer clamp;
4. When disassembling the injection punch and hammer clamp, ensure that there is a cover plate on the crucible to prevent burns.
Requirements for use
1. The injection punch and the hammer handle must be tight;
2. After installing the hammer clamp, turn the hammer head of the hammer handle to keep it rotatable;
3. The temperature of the zinc compound solution in the crucible is controlled at 410-430℃;
4. The composition of die-cast zinc alloy must meet the requirements of GB/T13818-92.
Maintenance Rules
1. Control the temperature of the zinc alloy material in the crucible to 410-430℃. If the temperature of the material is too high, it will accelerate the wear and corrosion of the injection punch, steel ring, cylinder, and crucible, and the injection will be blocked in severe cases. head. (When the material temperature is normal, the zinc alloy liquid is grayish white, when the material temperature is too high, it is dark red);
2, check the furnace probe once every half a month, pull out the furnace probe, wipe the surface clean, check whether it is corroded, and replace it if it is found to be corroded;
3. Clean up the alloy slag on the liquid surface of the zinc alloy in the crucible in time. Once the alloy slag enters the barrel of the material pot, it will strain the steel ream, the injection punch and the barrel of the material pot, and the injection punch will be blocked in severe cases. ;
4. Add zinc alloy material in time, keep the zinc alloy liquid level not less than one inch below the crucible, and prevent the alloy liquid level from being too low, and alloy slag entering the barrel of the pot and jamming the injection punch;
5. The zinc alloy material should be kept clean and free of moisture, oil and other impurities;
6. The shutdown time is too long. Before the shutdown, the injection punch should be removed and the alloy liquid should be scooped out to 1/3 of the crucible. Note that the furnace probe can not leave the alloy liquid surface;
7. Regular replacement of the steel order (recommended once a month and a half) and injection punch (recommended once every four months);